

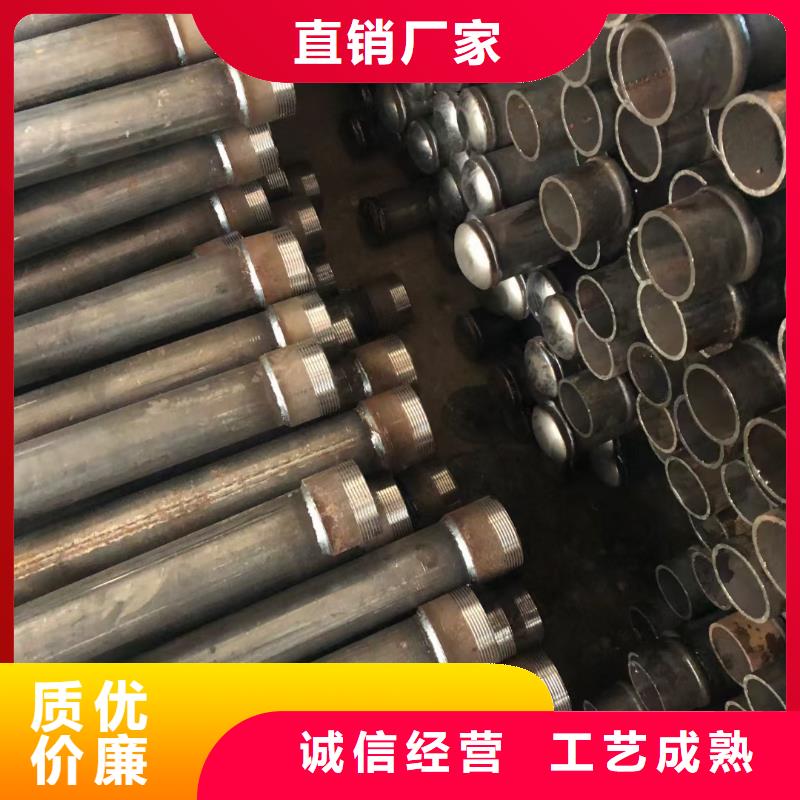

以下是:三原螺纹声测管源头厂家的产品参数
产品参数 产品价格 3.00/米 发货期限 1 供货总量 800000 运费说明 送货 小起订 1 质量等级 1级 是否厂家 是 产品材质 Q195 产品品牌 鑫亿呈 产品规格 50/54/57 发货城市 河北 产品产地 河北 加工定制 深加工 产品型号 50-54-57 可售卖地 全国 产品重量 4公斤 产品颜色 黑色 质保时间 5年 外形尺寸 圆形 适用领域 桥梁,桩基 是否进口 否 质量认证 已认证 产品功率 500 工作温度 25 三原螺纹声测管源头厂家,鑫亿呈钢管(武汉市分公司)为您提供三原螺纹声测管源头厂家产品案例,联系人:刘经理,电话:【18833761560】、【18833761560】,发货地:新华区。 湖北省,武汉市 武汉市地处江汉平原东部、长江中游,长江及其支流汉水在此交汇,形成武汉三镇(武昌、汉口、汉阳)隔江鼎立的格局,市内江河纵横、湖港交织,水域面积占全市总面积四分之一,被评为国际湿地城市。作为中国经济地理中心,武汉素有“九省通衢”之称,是中国内陆的水陆空交通枢纽、长江中游航运中心,其高铁网辐射大半个中国,是华中地区可直航全球五大洲的城市。
我们精心制作的三原螺纹声测管源头厂家产品视频已经准备就绪,【解锁新品!】三原螺纹声测管源头厂家产品视频,带你穿越新品体验之旅!
以下是:三原螺纹声测管源头厂家的图文介绍湖北武汉鑫亿呈钢管有限公司承诺:将继续以市场为导向,以科技为依托,逐步更新现有 声测管,注浆管,冷却管,沉降板生产设备以 声测管,注浆管,冷却管,沉降板产品品质,不断引进高级管理人才和技术人才以提高企业的管理能力和技术水平,使企业在市场经济的浪潮中创造更辉煌的业绩。
湖北武汉声测管焊接是二种原材料的联接,根据在原材料融化溫度以上加温来完成。湖北武汉声测管焊接技术性有激光器湖北武汉声测管焊接、固体湖北武汉声测管焊接和电孤湖北武汉声测管焊接。在电孤湖北武汉声测管焊接中,二块用电孤融化母金属材料构件和添充原材料。关键的是要了解这三种原材料的成份,才可以测算出预估的焊道的成份。湖北武汉声测管焊接原材料,如棒或线缆,与添加的资料对比丰富多彩,以赔偿熔化焊道中的稀释液效用。从理论上讲,焊缝将有一个混和构成,约70%来源于填料和30%来源于母材(15%来源于每2个母材添加)。比如,假如你两金属材料构件湖北武汉声测管焊接在一起,我们可以预估,焊缝的构成将由70%电级杆填料,15%母材(PMA),从母材B 15%(PMB)。依据应用软件,掌握焊缝的高分子化学是至关重要的,以保证 其具备恰当的物理性能或耐蚀性。一样关键的是要留意,具体原材料和焊缝种类会危害焊道的物理性质。
钳压式湖北武汉声测管投入运行之前是要进行压力试验的,压力测试包括强度测试和水密性测试两项。测试时一般采用水作为测试的介质。在排除测试的管道内空气之后,以稳定的升压速度将压力提高到要求的压力值,压力表要尽可能的放置在测试段的**处,压力测试可以在管线回填之前或之后进行,钳压式湖北武汉声测管道一定的间隔覆土,尤其对于蛇行管道,压力试验时,应将管道固定在原位。法兰点击打开链接连接部位应暴露以便于检查是否泄漏。压力试验的测试压力不应超过HD钳压式湖北武汉声测管材压力等级或系统中**压力等级配件压力等级的1.5倍,开始时,应将压力上升到规定的测试压力值并停留足够的时间保证管子充分膨胀,这一过程需要2-3小时,当系统稳定后,将压力上升到工作压力的1.5倍,稳压1小时,仔细观察压力表,并沿线巡视,如果在测试过程中并无肉眼可见的泄漏或发生明显的压力降,则管道通过压力测试。钳压式湖北武汉声测管水压试验标准:应无渗漏做到每个管道水压试验,按试验压力试验压力Mpa S-静水压试验,试验压力测试,以计算P = 2ST / D,其中水压试验按照相应标准规定的小屈服带钢( Q235是为235Mpa ), 60 %的人选择。稳压时间: D < 508试压时间小于5秒,D ≥ 508测试保压时间小于10秒的钢管焊接缝,钢筋头和环焊缝4无损检测应该是X射线或超声波检查。对于普通可燃流体输送到螺旋缝钢管应为100 % SX -射线或超声波测试,用于水,污水,空气,蒸汽等一般加热流体输送管道螺旋焊缝应作X -射线或超声波探伤检查( 20 % ) 。
接触焊是以一对铜电极与被焊接的钢管两边部相接触,感应电流穿透性好,高频电流的两个效应因铜电极与钢板直接接触而得到**利用,所以接触焊的焊接效率较高而功率消耗较低,在高速低精度管材生产中得到广泛应用,在生产特别厚的钢管时一般也都需要采用接触焊。湖北武汉声测管机组焊接的两种方式:接触焊和感应焊。但是接触焊时有两个缺点:一是铜电极与钢板接触,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,接触焊的电流稳定性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8 mm的空隙为宜。采用感应焊时,由于感应圈不与钢板接触,所以不存在磨损,其感应电流较为稳定,保证了焊接时的稳定性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。焊管机组调试及日常维护注意事项一般来说,焊管机组的制定一定要符合操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的和造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏。
您是想要在湖北省武汉市采购高质量的三原螺纹声测管源头厂家产品吗?鑫亿呈钢管(武汉市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的三原螺纹声测管源头厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:刘经理-【18833761560】,地址:《新华区》。










